Types of 3D Printing Technologies
Goals
In this chapter, we will go through the different types of 3D printing processes and their characteristics.
Content in a nutshell
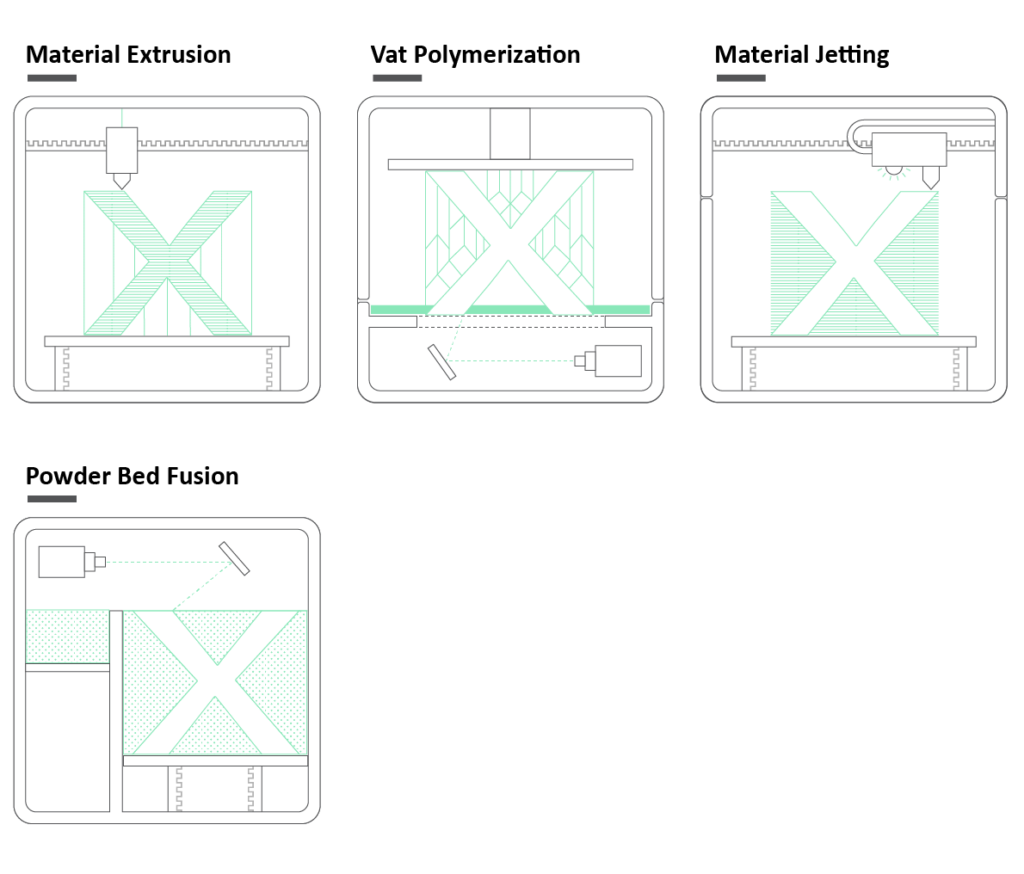
Material Extrusion [FDM, FFF]
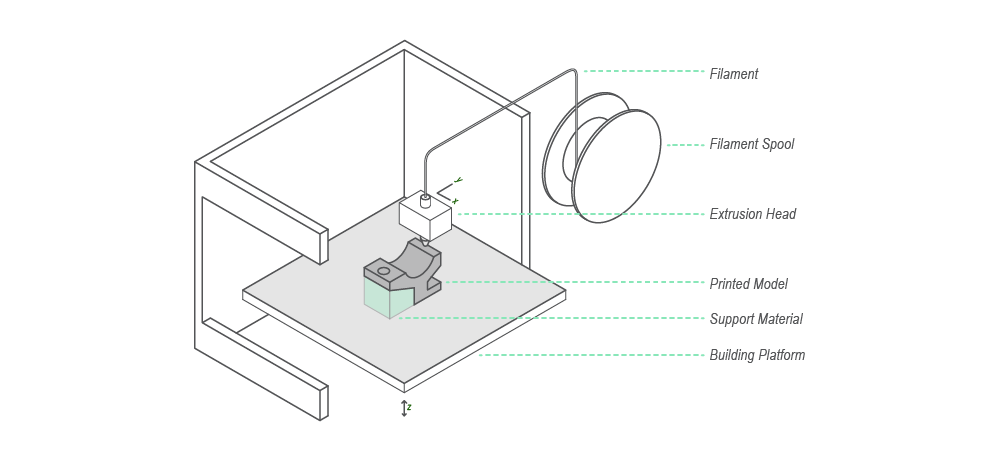
Material extrusion is the most popular and well-known printing technology today. It is most commonly referred to as Fused Deposition Modeling or FDM for short. And you might come across the term Fused Filament Fabrication, or FFF, as well.
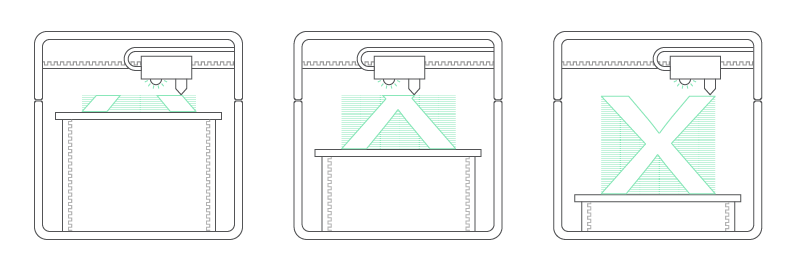
The process goes as follows: the material is loaded into the printer and fed to the extrusion head. If it were printing plastic, it would be equipped with a heated nozzle. A motor drives the filament through the nozzle, melting it. The printer then moves over the platform, extruding material at precise locations where it cools and solidifies. When it finishes a layer, the extruder will continue to the next layer, repeating the process until the piece is complete.
Although they use the same base principle there exist four main types of FDM 3D printers: Cartesian, Delta, Polar, and robotic arm.
-
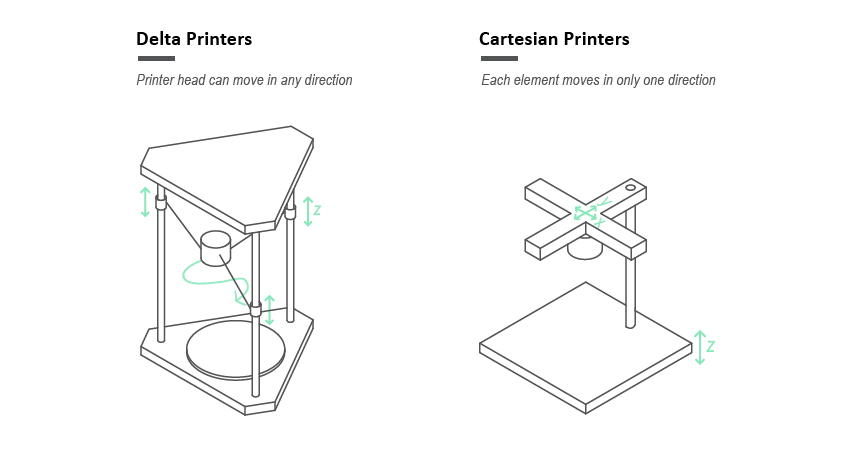
- Cartesian printers use three axes (x,y,z) to determine the correct position and direction of the print head. With these types of printers, the bed only moves in the Z-axis, while the extruder is on the x-y plane. In a large format printer, the extruder could also move in the 3 axes, while the bed stays in the same position.
- Delta printers also work in the Cartesian plane; however, they use a different system to navigate the printing space. They consist of three arms attached from rails that move independently only on the Z-axis to a print head in order to find the right position. It uses trigonometric functions based on the angles of these arms to determine the precise location of the extruder. Generally, these types of machines have a circular base. At the workshop, we use them for printing clay.
-
- Polar 3D printers’ positioning is not determined by the X, Y, and Z coordinates, but by an angle and length. This means that the plate rotates and moves at the same time, with the extruder moving up and down. The main advantage of Polar FDM 3D printers is that they only need two engines, whereas Cartesian printers need at least three. In the long term, the polar printer has greater energy efficiency and can make larger objects while using less space.
-
- Robotic arms are most known for assembling components on industrial production lines, especially in large automotive plants. While 3D printing has begun to incorporate robotic arms into their production process, most notably seen in the 3D printing of homes and buildings, this technology still remains in the development stage. Although not a commonly used printing process, this FDM printing method is beginning to see an increase in use. This is because the process is not fixed to a printing plate, making it much more mobile. In addition, thanks to the flexibility when positioning the FDM 3D printer head, it is easier to create complex structures. It should be noted, however, that the final print quality is not as good as conventional Cartesian printers.
FDM printing is regarded generally as the most cost-effective method of producing printed parts due to the low price of the materials and its short time of printing. On the downside, it has the lowest dimensional accuracy and resolution compared to other technologies. This is the type of technology we would use for general prototyping purposes.
Characteristics
- Are likely to have visible layer lines. The level of detail in x,y will depend on the size of the extruding nozzle, and in the z-axis from layer height.
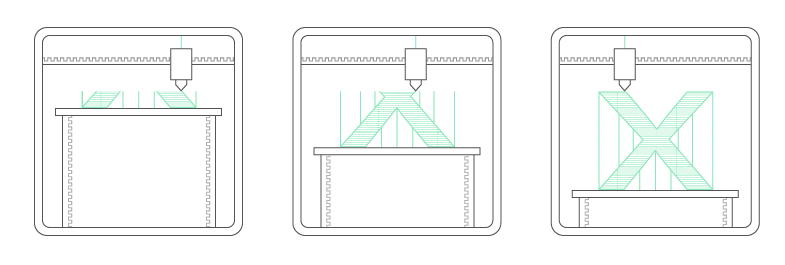
- They require support when geometries are at angles greater than 45 degrees. This support can be printed either on the same material or with a water-soluble one, such as PVA.
- Prints are generally not completely solid. They will have a solid wall, and the inside will have an infill structure.
- Printers can be equipped with one or two extrusion heads, which allows printing more than one material at a time. It could be 2-color plastic, or plastic and soluble support material.
Materials
- PLA: Cornstarch based Thermoplastic polyester used for low cost – nonfunctional pieces, since it is quite brittle and cannot resist high temperatures. It can print with detail and comes in a variety of finishes and colors.
- ABS: Petroleum-based plastic with good mechanical properties and bigger strength than PLA. Due to its physical properties, it requires to be printed in a heated environment and a ventilated enclosure for safety.
- TPU: Rubber-like elastomer that can print flexible parts. It has generally a shear hardness between 60 and 95A.
- PVA: Water-soluble synthetic polymer used mainly as a support material. When left in room conditions and exposed to humidity in becomes brittle and it will not print correctly.
Examples
Vat Polymerization [SLA]
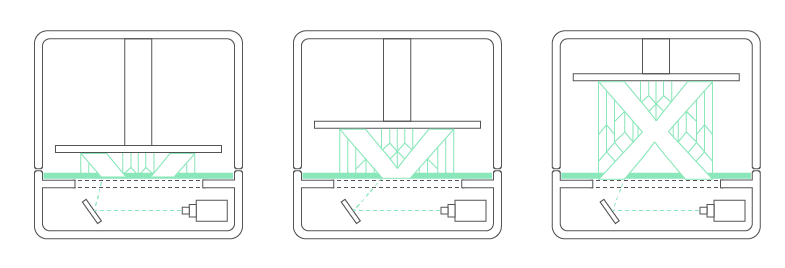
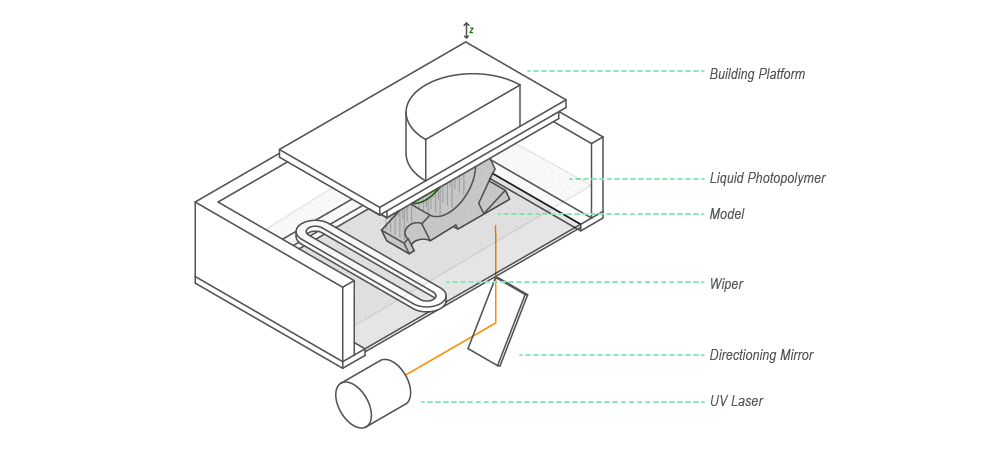
Vat Polymerization is a process where a light source selectively cures a photopolymer resin in a vat. One of the most common technologies of Vat Polymerization is Stereolithography or SLA. It uses a single-point UV light source to cure liquid resin layer-by-layer. Contrary to FDM, these printers create models upside-down. The resin is set into a UV-resistant covered tank, and a platform will drop into the resin, where it exposes to the laser and solidifies. With each layer, the platform will move up in the Z-axis creating one layer at a time.
After printing, the part needs to be cleaned from excess resin with isopropyl alcohol and cured with a UV light to improve its physical characteristics. The result is a smooth print with almost invisible layers and high details, ideal for final prototypes.
SLA technology can create prints that are highly accurate in dimension and detail, with a very smooth surface. That is the reason why it is very popular in the medical industry, more specifically in the manufacturing of dental parts. In the same way, there is a possibility to print in a large range of resin materials with particular properties and finishes: from white to colored resin, as well as flexible and high-temperature resistant materials.
The library of materials is constantly evolving, and today it is even possible to print with experimental materials such as ceramic-like resins. On the downside, printed parts tend to be quite brittle, and degrade easily when exposed to sunlight and UV light. In addition, it is always necessary to include support structures to the piece, which requires mechanical removing and some post-processing in order to achieve a prototype without marks.
Characteristics
-
- Are highly detailed and accurate. The level of detail depends on the size of the curing laser, which depends on the type of machine used.
- Objects are not directly built on the printing platform; instead, they are set at an angle and require a support structure that will hold them – independently of their geometry. This support is always printed in the same material of the part and requires to be mechanically removed after the print is done.
- Prints are completely solid. This leads to using more material, therefore, more expensive. In order to have an empty interior, the pieces need to be designed hollow. Doing this would decrease material usage and printing time, but also presents other challenges in the design.
- Printers can only use one material at a time. In order to have multi-material parts, they need to be printed separately and assembled afterward.
Check formlabs.com -site
Materials
-
- The main material is photopolymer resin. The standard resin comes in four finishes: white, black, grey, and clear. The first three are opaque. The clear resin can be used for any parts requiring translucency. In order to get transparency, it requires to be post-processed by manually sanding and polishing the part.
Examples
Material Jetting (Polyjet Printing)
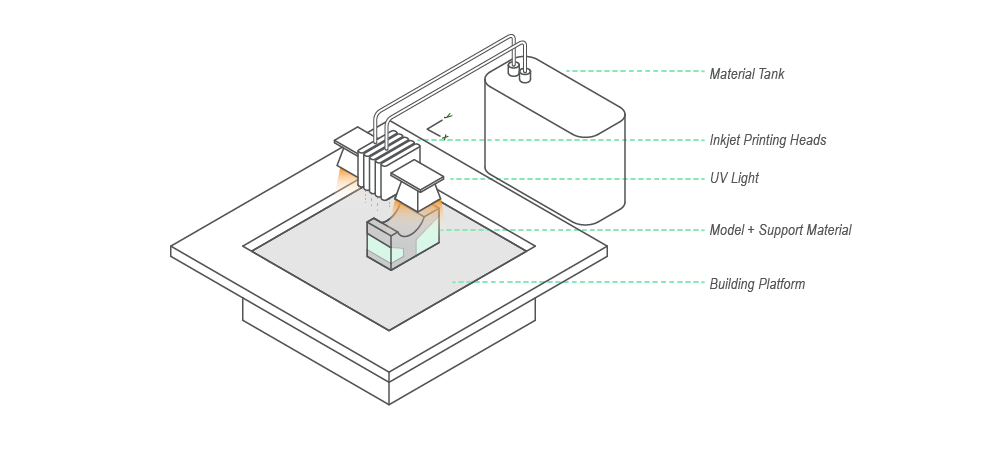
Polyjet printers work in the same fashion as a 2D standard inkjet printer (i.e. an Epson or HP printer). However, instead of printing just one layer of ink over the paper, it prints multiple layers, one over the other, of a photo-reactive resin material to create a three-dimensional object.
These types of machines are generally equipped with multiple print heads that will jet small droplets of the material into a platform and then be exposed to a UV light, where the material solidifies. After every layer, the platform moves down and the process repeats.
In the same way, inkjet printers are capable of printing and mixing multiple colors in the same paper, the polyjet machines are able to print multiple materials at the time, making it one of the only 3D printing processes that are capable of this.
Polyjet prints are highly accurate in dimension, and have a very smooth surface, making them suitable for final prototypes, as well as realistic pieces. Some machines are even capable of printing in color, which makes this type of technology is widely used in research and development units, where it is relevant to visualize the color, material and finish of developing products. On the downside, due to the type of resin used, this is one of the most expensive 3D printing processes. The material also degrades easily when exposed to sunlight and UV light.
Characteristics
-
- Are highly detailed and one of the most accurate 3d printing technologies to date (High dimension tolerance of +/- 0.1mm).
- The surface tends to be very smooth and depending on the machine it can be shiny or opaque.
- Objects are directly built on the printing platform, and always require a support structure that will hold them – independently of their geometry, the angle, or if they are interior or exterior. This support is printed in a water-soluble soft material that can be mechanically removed after the print is done, leaving no support marks.
Materials
-
- White resin (VeroWhite): It is a rigid opaque material.
- Rubber-Like resin: Flexible. It simulates thermoplastic elastomers. It is possible to modify its shore hardness when combined with rigid resin. It is prone to tearing, therefore, not suitable for functional parts.
- Support: Soft material easy to remove mechanically or with a pressure washer.
Examples
Powder Bed Fusion
Powder Bed Fusion is a 3D printing process where a thermal energy source will selectively induce fusion between powder particles inside a build area to create a solid object. This process is generally known as Selective Laser Sintering or SLS. Nowadays these types of 3D printing technologies are becoming increasingly more available and low cost, due to expirations of industrial patents.
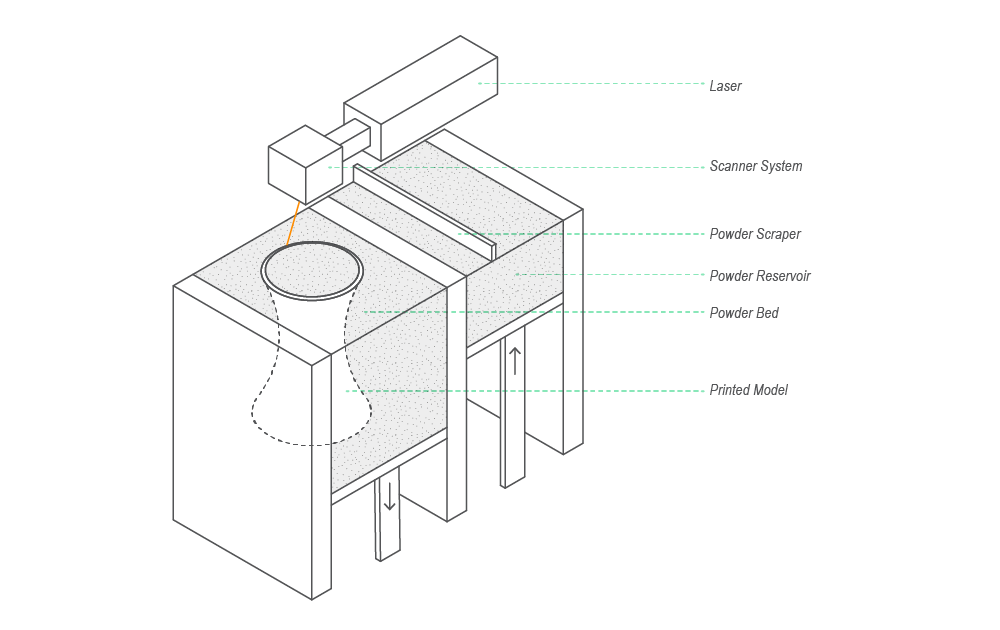
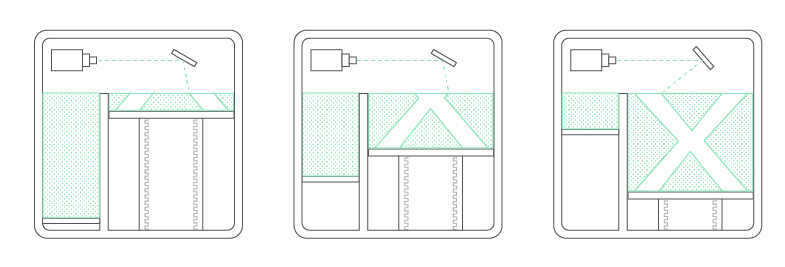
A bin of polymer powder is heated to a temperature just below the polymer’s melting point. Next, a blade or wiper deposits a very thin layer of this polymer onto a build platform. A CO2 laser beam then begins to scan the surface of the powder. Similar to SLA, the laser selectively sinters a thin layer of the polymer, solidifying a cross-section of the object. It does this one 0.1mm layer at a time, perpetually moving downwards and depositing a fresh coat of the powder with each layer. The steps are repeated until the entire object is manufactured. The powder which hasn’t been sintered remains in place, acting as support for the print. This removes the need for any additional support structures and allows for the printing of more complex or hollow geometries.
Characteristics
-
- Hight dimensional accuracy (+- 0.3mm)
- No additional supports are needed; the final item is encased in unused powder
- Excellent mechanical properties and allowance for complex geometries
- Longer printing time and very high cost compared to FFF for functional applications
Materials
-
- Thermoplastic powder (Nylon 6, Nylon 11, Nylon 12)